高精度・高能率加工用ネジレバニシングドリル
ハイパーバニシングドリル
ハイパーバニシングドリル
Hyper Burnishing DRILL(HPD)アルミ・鋳鉄(FC)用

加工負荷低減・工具寿命の大幅アップ可能!!
スラスト荷重を大幅に削減!!
- アルミ加工において、直刃バニシングドリルの切削速度2倍/送り速度2倍による高能率化仕様
(V=100~200m/min)(f=0.2~0.4mm/rev) - 穴精度・面粗さは、直刃バニシングドリル並みの精度を維持
スラスト値を大幅低減させ、長寿命加工が可能
コスト削減による加工時間の短縮、高品質・高精度品の生産に!!
ハイパーバニシングドリルの概要
1.下穴条件 | 下穴なし(ムク穴加工)に対応 加工穴深さ 3D(D=外径) | |
2.寸法精度 | 穴寸法精度 | H7以上 |
真円度 | 5μmm以下 | |
円筒度 | 10μmm以下 | |
拡大代 | 10μmm以下 | |
3.面精度 | 内面粗さ | Rz3.2以下 |
ハイパーバニシングドリルの6つの特徴
1.剛性UP

チゼルの剛性UP
中心振れが少なく求心性に優れた形状。
センタリングが不要でムク材加工に対応します。
中心振れが少なく求心性に優れた形状。
センタリングが不要でムク材加工に対応します。
2.高真円精度
マージン4点支持による高い真円精度を実現しました。
3.荷重の低減

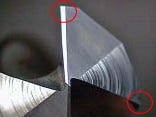
食い付部芯下がりにしてスラスト荷重の低減やバリの減少に効果をあげました。
4.先端角140°

穴収縮率が小さい先端角140°を採用しました。
5.ネジレ15°

15°ネジレ溝採用
切屑排出性に優れ折損率が少なく高送りでの安定性に優れています。
切屑排出性に優れ折損率が少なく高送りでの安定性に優れています。
6.エンドミルシャンク採用
エンドミルシャンクの採用
Φ4~Φ20までのストレートシャンク。
ミーリングチャックにて使用可能です。
Φ4~Φ20までのストレートシャンク。
ミーリングチャックにて使用可能です。
用途として、自動車・オートバイ部品等アルミ材加工メーカー
その他、医療機器・産業機器・半導体製造機器等、部品の精密機械加工部品・タップの下穴加工・取り付け穴加工・ムク材からの仕上げなどに
その他、医療機器・産業機器・半導体製造機器等、部品の精密機械加工部品・タップの下穴加工・取り付け穴加工・ムク材からの仕上げなどに
ハイパーバニシングドリルの切削性能
高能率化加工
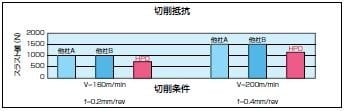
ハイパーバニシングドリルは、切削抵抗を低く抑え、切粉排出性に優れた仕様により、高能率加工において優れた性能を発揮します。
他社A(ドリル)、他社B(ネジレバニシングドリル)と比較し、70~80%の低いスラスト値を実現。
他社A(ドリル)、他社B(ネジレバニシングドリル)と比較し、70~80%の低いスラスト値を実現。
被削材:A7075 | 切削液:水溶性 | 工具径:Φ12mm |
加工深さ:36mm貫通 | 使用機械:縦型マシニングセンター#50 | |
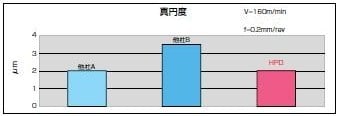
加工精度の維持
ハイパーバニシングドリルの中心振れが少なく、求心性に優れた形状により、面粗さ・真円度についても、直刃並みの加工精度を維持できます。他社A(直刃バニシングドリル)、他社B(ネジレバニシングドリル)と比較し、面精度を要求される加工でも、有効な性能を発揮。
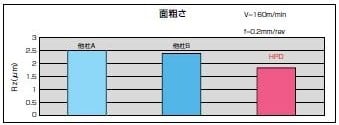
被削材:A7075 | 切削液:水溶性 | 工具径:Φ12mm |
加工深さ:36mm貫通 | 使用機械:縦型マシニングセンター#50 | |
仕様
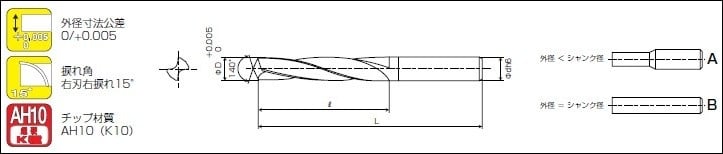
商品コード | HPD ×××× K |
タイプ | 超硬ソリッド チップ材種 AH10(K10) |
外径 | Φ2.75~Φ20 まで ねじ下穴サイズ対応(切削・転造タップ並目2級) |
外径公差 | H7穴対応 |
ネジレ角 | 右刃右ネジレ15° |
シャンク | ストレートシャンク(エンドミルシャンク) |
ハイパーバニシングドリルでの切削事例

▲ADC12(アルミ合金ダイカスト)
▲AC4C-T6(アルミ合金鋳物)
面精度・穴寸法精度評価
工具形状 | Φ10 HPD1000K |
被削材 | ADC12(アルミ合金ダイカスト) オートバイ部品 外装カバーケース取り付け穴 加工深さL/D=1(止まり)下穴なし |
使用条件 | 回転数 5,100r.p.m 切削速度 160m/min 送り速度 1,020mm/min 送り 0.2mm/rev |
切削液 エマルジョン7±2% | |
使用機械 縦型MC#30 主軸 10,000r.p.m | |
結果 | ユーザー要求精度 |
面精度 | Ra1.4以下 |
寸法精度 | Φ10 H8(0/+0.022) |
工具 | 面粗度 | 拡大代 |
ハイパーバニシングドリル | Ra0.7以下 | 5~8μm |
他社直刃バニシングドリル | Ra0.9~1.4 | 10~15μm |
穴寸法精度評価
工具形状 | Φ6 HPD0600K |
被削材 | AC4C-T6(アルミ合金鋳物) 精密機械部品 取付穴 加工深さL/D=2.5(貫通)下穴なし |
使用条件 | 回転数 6,100Rr.p.m 切削速度 115m/min 送り速度 1,220mm/min 送り 0.2mm/rev |
切削液 不水溶性 | |
使用機械 縦型MC#50 | |
結果 | ユーザー要求精度 |
面精度 | - |
寸法精度 | Φ6 H7(0/+0.012) |
工具 | 面粗度 | 拡大代 |
ハイパーバニシングドリル | - | 3~5μm |
他社Φ5.5ドリル→Φ5.9EM→Φ6リーマ | - | 5~7μm |
 | ハイパーバニシングドリル・カタログ、サイズ表 (2031KB) |