アルミック2000・エンドミル 切削条件参考表
切り込み量 D:刃径
【標準】アルミ合金(溝切削)
【標準】銅合金(側面切削)
【ロング】アルミ合金(側面切削)
【標準】アルミ合金(A2017,A5052)
刃径(D) (mm) | 溝切削 | 側面切削 | ||
回転数 (min-1) | 送り速度 (mm/min) | 回転数 (min-1) | 送り速度 (mm/min) | |
3 | 30,000 | 1,200 | 30,000 | 1,800 |
4 | 23,870 | 955 | 23,870 | 1,432 |
5 | 19,100 | 764 | 19,100 | 1,146 |
6 | 15,910 | 636 | 15,910 | 955 |
8 | 11,940 | 478 | 11,940 | 716 |
10 | 9,550 | 382 | 9,550 | 573 |
12 | 8,000 | 320 | 8,000 | 480 |
16 | 6,960 | 278 | 6,960 | 418 |
20 | 5,570 | 223 | 5,570 | 334 |
【標準】銅合金(C2600,BC)
刃径(D) (mm) | 溝切削 | 側面切削 | ||
回転数 (min-1) | 送り速度 (mm/min) | 回転数 (min-1) | 送り速度 (mm/min) | |
3 | 30,000 | 1,200 | 26,530 | 1,592 |
4 | 23,870 | 955 | 19,890 | 1,193 |
5 | 19,100 | 764 | 15,920 | 955 |
6 | 15,910 | 636 | 13,260 | 796 |
8 | 11,940 | 478 | 9,950 | 597 |
10 | 9,550 | 382 | 7,960 | 478 |
12 | 8,000 | 320 | 6,630 | 398 |
16 | 5,970 | 239 | 4,970 | 298 |
20 | 4,770 | 191 | 3,980 | 239 |
【ロング】アルミ合金(A2017,A5052)
刃径(D) (mm) | 側面切削 | |
回転数(min-1) | 送り速度(mm/min) | |
3 | 21,200 | 1,273 |
4 | 15,920 | 955 |
5 | 12,730 | 764 |
6 | 10,610 | 637 |
8 | 7,960 | 478 |
10 | 6,370 | 382 |
12 | 6,300 | 318 |
16 | 3,980 | 239 |
20 | 3,180 | 191 |
溝加工面粗さ曲線(被削材:A5052)
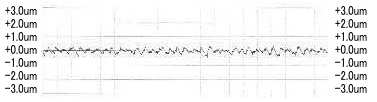
Rz 0.56
アルミック2000エンドミル
ADコーティング(DLC)
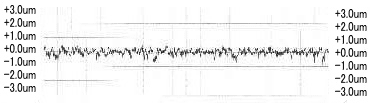
Rz 0.93
アルミック2000エンドミル
ノンコーティング
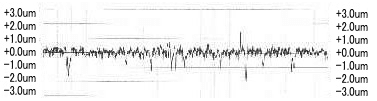
Rz 1.70
標準エンドミル
ノンコーティング